
Các khuyết tật mối hàn và cách khắc phục chi tiết
Nứt, rỗ khí, bị lẫn xỉ,… là những khuyết tật mối hàn thường gặp trong quá trình gia công cơ khí. Những lỗi này sẽ ảnh hưởng trực tiếp đến độ bền của mối hàn cũng như cơ tính của toàn bộ kết cấu. Bài viết dưới đây sẽ liệt kê các khuyết tật mối hàn thường gặp và cách khắc phục đối với từng trường hợp.
Các loại khuyết tật hàn thường gặp
Khuyết tật hàn được hiểu là những sai lệch về hình dạng, kích thước, tổ chức kim loại của kết cấu hàn so với tiêu chuẩn kỹ thuật và thiết kế làm ảnh hưởng đến tính thẩm mỹ, độ bền cũng như kết cấu của mối hàn. Có rất nhiều nguyên nhân dẫn đến khuyết tật mối hàn. Trong đó, những loại khuyết tật thường gặp nhất có thể kể đến như:
Mối hàn bị nứt (Weld crack)
Nứt mối hàn là một trong những lỗi khuyết tật nghiêm trọng nhất khi gia công cơ khí. Vết nứt có thể xuất hiện trên bề mặt mối hàn, trong mối hàn hoặc tại vùng ảnh hưởng nhiệt của mối hàn. Lâu dần, vết nứt có thể lan rộng ra làm ảnh hưởng đến cấu kiện hàn.

Mối hàn bị nứt
Vết nứt ở mối hàn có thể xuất hiện trong quá trình kết tinh của liên kết hàn khi nhiệt độ quá cao (trên 1000 độ C) – nứt nóng. Hoặc sau vài giờ hoặc vài ngày kể từ khi kết thúc quá trình hàn với nhiệt độ dưới 1000 độ C – nứt nguội.
Dựa theo kích thước của vết nứt, các thợ cơ khí thường phân loại tình trạng nứt theo hai dạng là:
- Nứt thô đại: Có thể phá hủy kết cấu ngay khi làm việc
- Nứt tế vi: Vết nứt nhỏ nhưng có thể phát triển rộng dần ra theo thời gian, tạo thành vết nứt thô đại
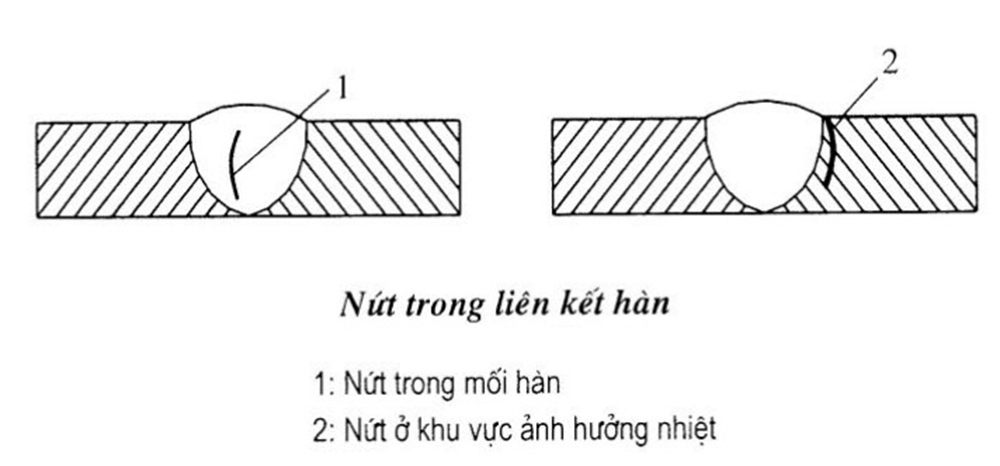
Hình ảnh minh hoạ vết nứt trong liên kết hàn
Nguyên nhân khiến mối hàn bị nứt
Có nhiều nguyên nhân gây ra tình trạng nứt mối hàn. Thợ cơ khí có thể dựa vào trạng thái của vết nứt để xác định nguyên nhân:
Vết nứt dọc
| Nguyên nhân gây lỗi | Phương pháp kiểm tra |
|
|
Nứt ngang
| Nguyên nhân gây lỗi | Phương pháp kiểm tra |
|
|
Nứt ở vùng gây và kết thúc hồ quang
| Nguyên nhân gây lỗi | Phương pháp kiểm tra |
|
|
Cách phòng ngừa và khắc phục nứt mối hàn
Để phòng ngừa cũng như khắc phục tình trạng mối hàn bị nứt, người ta thực hiện các phương pháp sau:
- Sử dụng vật liệu hàn phù hợp khi hàn
- Trong quá trình hàn, giải phóng các lực kẹp chặt cho liên kết hàn. Đồng thời, làm tăng khả năng điền đầy của vật liệu hàn.
- Gia nhiệt trước cho vật hàn và giữ nhiệt cho liên kết hàn để giảm tốc độ nguội.
- Bố trí các liên kết hàn cho hợp lý, có thể để so le các mối hà
- Vát mép để giảm khe hở giữa các vật hàn
- Tăng dòng điện và kích thước điện cực hàn
- Trường hợp vết nứt xuất hiện ở vùng gây và kết thúc hồ quang, người thợ nên cân nhắc chuyên sang sử dụng thiết bị hàn phù hợp, có chế độ riêng cho lúc gá và kết thúc hồ quang. Ngoài ra, chúng ta có thể dùng các bản nối công nghệ ở vị trí bắt đầu và kết thúc hồ quang để vết nứt nằm ngoài liên kết hàn
Xem thêm: Ứng dụng của Big Data trong ngành cơ khí
Khuyết tật mối hàn rỗ khí (Blow hole)
Mối hàn bị rỗ khí cũng là một loại khuyết tật mối hàn thường gặp. Hiện tượng này xảy ra do khí trong kim loại không kịp thoát ra ngoài trước khi kim loại bị đông đặc. Rỗ khí có thể xuất hiện ở các vị trí như: Bề mặt mối hàn, bên trong mối hàn, phần ranh giới giữa kim loại cơ bản và kim loại đắp.

Mối hàn bị rỗ khí là khuyết tật mối hàn nghiêm trọng
Nguyên nhân gây ra tình trạng rỗ khí ở mối hàn
Mối hàn bị rỗ khí do hàm lượng cacbon trong kim loại hoặc trong vật liệu hàn quá cao. Cụ thể, mối hàn bị rỗ khí do các nguyên nhân sau:
- Trong vật liệu hàn hoặc kim loại cơ bản có hàm lượng cacbon quá cao.
- Vật liệu hàn bị ẩm. Trên bề mặt chi tiết hàn bị dính bẩn, dính sơn, gỉ, dầu mỡ, hơi nước,…
- Chiều dài cột hồ quang lớn, tốc độ hàn quá cao.
Cách khắc phục đối với khuyết tật hàn rỗ khí
Để khắc phục tình trạng mối hàn rỗ khí, thợ cơ khí có thế áp dụng các biện pháp sau:
- Làm sạch và sấy khô vật liệu trước khi tiến hành hàn
- Dùng khí để bảo vệ mối hàn. Đảm bảo hệ thống cấp khí sạch, hoạt động tốt, lưu lượng khí phù hợp.
- Trường hợp hàn tự động dưới lớp thuốc bảo vệ, thuốc hàn phải đảm bảo không bị ẩm và được cấp đầy đủ trong quá trình hàn.
- Giữ chiều dài cột hồ quang ngắn, giảm tốc độ hàn.
Mối hàn bị lẫn xỉ (Slay inclusion)
Mối hàn bị lẫn xỉ (kẹt xỉ) là một trong các khuyết tật mối hàn hay gặp. Xỉ hàn và tạp chất có thể xuất hiện trong mối hàn hoặc trên bề mặt mối hàn làm ảnh hưởng đến độ bền, độ dai va đập và tính dẻo của mối hàn.
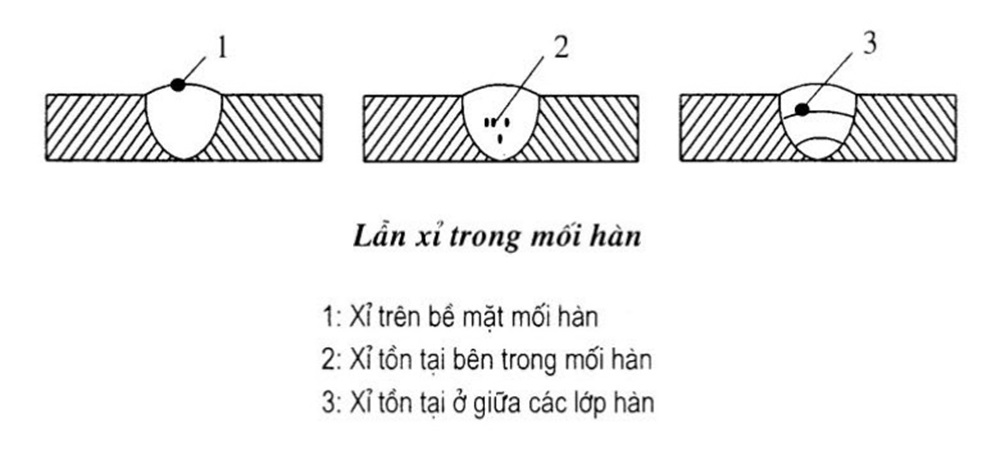
Hình ảnh minh hoạ mối hàn bị lẫn xỉ
Nguyên nhân mối hàn bị lẫn xỉ
Có nhiều nguyên nhân khiến mối hàn bị lẫn xỉ và các tạp chất khác, trong đó có thể kể đến:
- Dòng điện hàn quá nhỏ, không đủ nhiệt lượng làm cho kim loại nóng chảy, khiến xỉ khó thoát lên khỏi vũng hàn.
- Mép hàn bị bẩn, chưa gõ sạch xỉ.
- Góc độ hàn chưa chuẩn và tốc độ hàn quá lớn.
- Quá trình làm nguội mối hàn quá nhanh.
Cách khắc phục
Cách khắc phục tình trạng mối hàn bị lẫn xỉ như sau:
- Tùy theo vật liệu hàn sử dụng để tăng dòng điện hàn phù hợp.
- Vật hàn cần được làm sạch trước khi hàn, gõ sạch xỉ ở các mối hàn trước đó
- Điều chỉnh góc độ hàn đúng chuẩn, giảm tốc độ hàn.
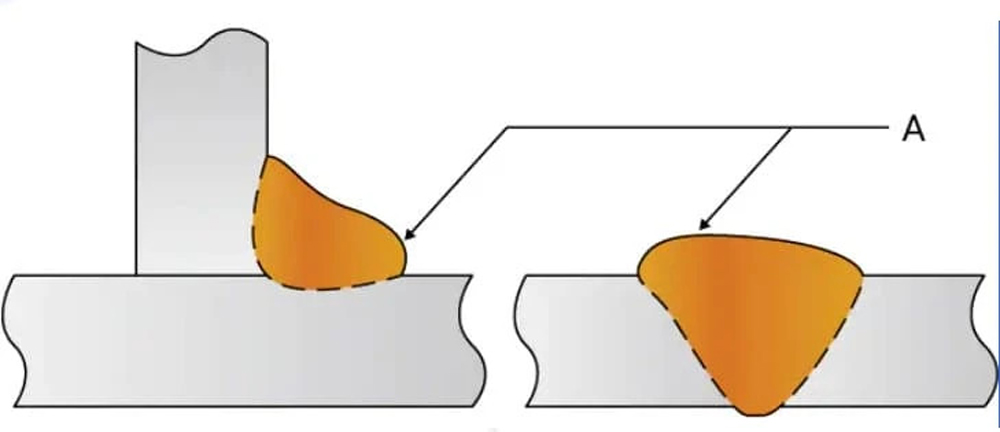
Mối hàn không khớp (Incomplete fusion – LOF)
Khuyết tật hàn không khớp (không ngấu) có thể làm nứt và hỏng kết cấu hàn. Đây là một dạng khuyết tật khá nghiêm trọng trong gia công cơ khí, thường xuất hiện ở các vị trí như góc mối hàn, mép hàn hoặc giữa các lớp hàn.
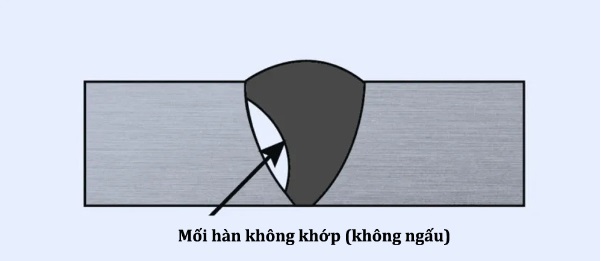
Hình ảnh minh hoạ trường hợp mối hàn không ngấu
Nguyên nhân
Mối hàn không ngấu xuất hiện do nhiều lý do. Cụ thể như sau:
- Góc vát quá nhỏ. Chiều dài cột hồ quang không quá lớn.
- Dòng điện hàn quá nhỏ hoặc tốc độ hàn quá nhanh, không phù hợp với mối hàn.
- Người hàn chọn góc độ điện cực hàn (que hàn) và cách đưa điện cực không chuẩn.
- Điện cực hàn chuyển động không đúng theo trục mối hàn.
Cách khắc phục
Cách phòng tránh và khắc phục khi mối hàn không ngấu như sau:
- Làm sạch các liên kết trước khi hàn
- Tăng góc vát và khe hở hàn.
- Tăng dòng điện hàn và giảm tốc độ hàn
Khuyết tật về hình dáng liên kết hàn
Khuyết tật này đề cập đến các lỗi sai lệch về hình dáng mặt ngoài của liên kết hàn, khiến mối hàn không đạt yêu cầu về thiết kế và kỹ thuật:
- Chiều cao phần nhô, chiều rộng mối hàn không đồng đều
- Đường hàn vặn vẹo
- Vẩy hàn không đều
Nguyên nhân gây khuyết tật về hình dáng liên kết hàn
Có nhiều nguyên nhân dẫn đến tình trạng khuyết tật về hình dáng liên kết hàn. Dưới đây là các lý do cả chủ quan và khách quan:
- Quá trình gắp lắp và chuẩn bị mép hàn chưa đúng kỹ thuật.
- Vật liệu hàn kém chất lượng.
- Chế độ hàn thiếu ổn định.trong quá trình hàn.
- Công nhân hàn có trình độ thấp, không nắm vững kỹ thuật hàn.
Cách khắc phục
Khi mối hàn xuất hiện các khuyết tật về hình dáng liên kết ngoài, chúng ta khắc phục bằng những cách sau:
- Đục bỏ phần kim loại bị khuyết tật. Sau đó hàn lại cho đúng kỹ thuật.
- Với vết nứt, bạn phải khoan chặn 2 đầu vết nứt để hạn chế sự phát triển của vết nứt. Sau đó loại bỏ triệt để và hàn chữa lại.
- Dùng phương pháp nhiệt luyện để khôi phục lại kích thước hạt của kim loại mối hàn và vùng ảnh hưởng nhiệt.
Lỗi mối hàn bắn tóe (Spatter)
Bắn tóe là hiện tượng các hạt kim loại li ti bắn ra khỏi vùng mối hàn và bám lên bề mặt vật liệu. Mặc dù đây không phải khuyết tật hàn nghiêm trọng nhưng lại gây ảnh hưởng đến tính thẩm mỹ của vật hàn và tốn thời gian làm sạch.

Hình ảnh minh hoạ mối hàn bị bắn tóe
Nguyên nhân gây bắn tóe
- Vật liệu hàn không đảm bảo chất lượng
- Bề mặt kim loại bị bẩn
- Thiếu khí bảo vệ hoặc sử dụng không đúng khí
- Tia hồ quang điện bị thổi tạt
- Đặt mỏ hàn nghiêng quá mức, chiều dài hồ quang điện cao
- Kim loại đắp cháy không hết do tốc độ ra dây lớn
Cách khắc phục mối hàn bắn tóe
- Vệ sinh sạch bề mặt cần hàn trước khi làm việc
- Tránh làm việc ở những khu vực có gió
- Điều chỉnh tốc độ hàn đều đặn
Mối hàn lẹm chân (Undercut)
Mối hàn lẹm chân nghĩa là xuất hiện phần bị lẹm thành rãnh dọc theo ranh giới giữa kim loại cơ bản và kim loại đắp. Chúng làm giảm tiết diện làm việc của liên kết hàn. Từ đó làm mối hàn, liên kết hàn bị yếu đi.
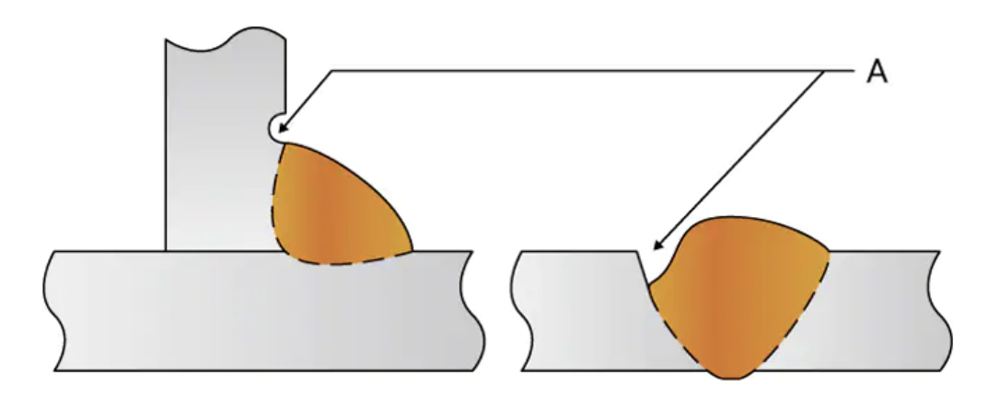
Hình ảnh minh hoạ trường hợp mối hàn bị lẹm chân
Nguyên nhân khiến mối hàn bị lẹm chân
- Khi hàn, góc độ đưa que hàn chưa đúng kỹ thuật, khiến các mép tự do sinh nhiều nhiệt.
- Trong quá trình hàn, tốc độ hàn quá nhanh, dòng điện hàn quá lớn.
- Phương pháp hàn chưa đúng và phù hợp với vật hàn.
- Dùng khí bảo vệ và kim loại phụ gia chưa phù hợp.
- Dùng điện cực có đường kính quá lớn.
Biện pháp khắc phục
- Trong quá trình hàn, chọn góc độ đưa que hàn phù hợp. Đảm bảo phân tán nhiều nhiệt hơn đến những vị trí kim loại dày hơn.
- Khi hàn, giảm tốc độ điện cực hàn. Tuy nhiên, chú ý không được để tốc độ hàn quá chậm.
- Sử dụng phương pháp hàn phù hợp. Áp dụng kỹ thuật nhiều rãnh.
- Dùng khí bảo vệ có kết cấu phù hợp với nguyên vật liệu hàn.
- Khi hàn các vị trí mỏng và mép tự do, dùng dòng điện phù hợp.
- Giảm độ dài của hồ quang.
Chảy loang (Overlap)
Mối hàn bị chảy loang là hiện tượng kim loại lỏng chảy loang trên bề mặt của liên kết hàn. Chúng tạo ra sự tập trung ứng suất, dẫn đến tình trạng sai lệch hình dạng của liên kết hàn.
Hình ảnh minh hoạ trường hợp mối hàn bị chạy loang
Nguyên nhân
- Khi hàn, góc nghiêng que hàn chưa phù hợp.
- Sử dụng dòng điện hàn quá cao.
- Tư thế khi hàn và cách đặt vật hàn chưa phù hợp.
Cách khắc phục
- Trong quá trình hàn, chọn góc nghiêng que hàn cho phù hợp với vật liệu cần hàn.
- Sử dụng dòng điện hàn hợp lý.
- Đảm bảo hàn đúng kỹ thuật, chú ý về tư thế hàn và cách đặt vật hàn.
Xem thêm: Ứng dụng Six Sigma trong cải thiện chất lượng sản xuất ngành cơ khí
Giải pháp kiểm soát khuyết tật mối hàn hiệu quả
Trong quá trình gia công cơ khí, công đoạn hàn có thể được chia làm nhiều giai đoạn và khu vực thực hiện khác nhau tùy thuộc vào chi tiết, bộ phận cần lắp ráp. Tuy nhiên, do việc kiểm soát chất lượng sản phẩm thường chỉ được thực hiện ở giai đoạn cuối cùng, không xuyên suốt trong quy trình sản xuất nên khi phát hiện khuyết tật, rất khó để xác định lỗi đó xuất phát từ công đoạn nào và nguyên nhân do đâu.

Sử dụng IoT và MES giúp kiểm soát chất lượng mối hàn tốt hơn
Để kiểm soát khuyết tật mối hàn hiệu quả hơn, nhiều doanh nghiệp đã áp dụng các công nghệ 4.0 hiện đại vào công việc quản lý chất lượng sản xuất. Tiêu biểu có thể kể đến công nghệ kết nối vạn vật (IoT) và hệ thống điều hành và thực thi sản xuất (MES). IoT thường được tích hợp trong các cảm biến lắp đặt trên các máy móc, dây chuyền sản xuất để phục vụ quá trình thu thập dữ liệu tự động và phát hiện sự cố khi có bất thường xảy ra.
Trong khi đó, hệ thống MES cung cấp khả năng quản lý sản xuất toàn diện, cho phép doanh nghiệp nắm rõ mọi dữ liệu về hoạt động sản xuất theo thời gian thực, kể cả dữ liệu về chất lượng từ đầu vào tới đầu ra. MES kết hợp với IoT giúp doanh nghiệp cơ khí phát hiện sự cố sản xuất và sản phẩm khuyết tật nhanh chóng hơn, từ đó chủ động có các phương án giải quyết hiệu quả.
Ví dụ, để đối phó với bài toán quản lý chất lượng và phát hiện khuyết tật mối hàn trong gia công cơ khí, doanh nghiệp sản xuất cơ khí có thể sử dụng MES và IoT để thu thập dữ liệu tại tất cả các công đoạn hàn, đưa ra báo cáo thống kê các loại lỗi mà mối hàn đang gặp phải. Từ đó phân tích, đánh giá và đưa ra phương án khắc phục các khuyết tật mối hàn hiệu quả. Đặc biệt, nếu xảy ra lỗi trong quá trình sản xuất, hệ thống cảnh báo sẽ được thiết lập tự động để nhận diện và khoanh vùng lỗi ngay trên các công đoạn sản xuất.
Xem thêm: IoT Công nghiệp và ứng dụng của IOT trong sản xuất
Như vậy, bài viết này đã tổng kết toàn bộ các khuyết tật mối hàn thường gặp và cách khắc phục chi tiết. Hy vọng thông tin này sẽ hữu ích cho bạn. Hãy tiếp tục theo dõi những bài viết mới được trên website của chúng tôi để cập nhật những kiến thức bổ ích nhé!

Bài đang hot
- Phân biệt các loại kho trong logistics
- Bảo trì dự đoán và bảo trì theo kế hoạch: Sự khác biệt cơ bản
- Chăm sóc sức khỏe trực tuyến – giải pháp thông minh thời đại dịch
- Sự khác biệt giữa AMR và AGV
- Mass Customization (Tùy chỉnh đại chúng) và sự phát triển của các nhà máy trong tương lai
- Làm cách nào để ngăn ngừa lỗi trong quá trình sản xuất linh kiện điện tử?
- Làm thế nào để chuyển đổi số trong sản xuất?
- Đột phá hoạt động lấy hàng trong kho với Công nghệ G2P – Good to person
- Smart Camera – “Đôi mắt vàng” trong môi trường sản xuất
- Biến metaverse sản xuất công nghiệp thành hiện thực
- Top 4 xu hướng phát triển ngành bao bì Việt Nam hiện nay
- Chuyển đổi số thay đổi trải nghiệm khách hàng trong doanh nghiệp bán lẻ như thế nào?
- Quy trình thu hồi sản phẩm lỗi chi tiết và hiệu quả
- Tiêu chí đánh giá chất lượng sản phẩm như thế nào là chuẩn xác?
Thư viện tài liệu miễn phí



Cùng chuyên mục






Bài viết mới











Chuyên mục
Bài viết mới nhất



Liên hệ
Copyright © 2021 ifactory.com.vn All right reserved



